
Dust Explosion Risk in Grain & Coal Handling: Explosion Crane Kit
Most Important Takeaway
In grain and coal handling environments, dust explosions are a predictable hazard—not an exception. Any overhead crane operating in these conditions must be designed to eliminate ignition risks, making explosion-proof crane kits a critical requirement rather than an upgrade.
Key TakeawaysThis guide answers the following critical buyer questions:
- Why are grain and coal dust environments considered high explosion risk zones?
- How can an overhead crane become an ignition source?
- Why are standard crane kits unsafe in dust-heavy operations?
- What makes an explosion-proof crane kit different in real applications?
- How do you match crane design with hazardous area classifications?
- What specifications must be confirmed before selecting a crane system?
Core Insights:
- Dust explosions require only a small ignition source—often from crane components
- Grain and coal handling operations frequently create explosive atmospheres
- Standard overhead cranes are not sealed or protected against dust ignition
- Explosion-proof crane kits are engineered to prevent sparks, heat, and dust ingress
- Correct crane selection depends on environment, duty, and zone classification
- Misjudging explosion risk leads to safety hazards, downtime, and compliance issues
Dust Explosion Risk in Grain and Coal Handling Environments
Grain and coal handling looks routine on the surface—moving bulk materials from one place to another. But once dust becomes airborne, the risk profile changes quickly. What you are dealing with is not just material handling anymore, but a combustible atmosphere that can ignite under the right conditions.
This section breaks down how that risk forms, why it matters, and where it typically shows up in daily operations.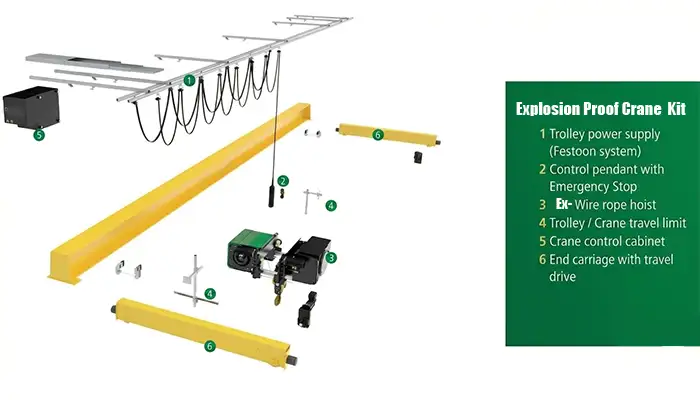
Explosion proof overhead crane kit, top running single girder crane desiign with capacity 1- 20 ton , double girder explosion proof cranes with capaicty from 3 ton to 80 ton, contact us to get tailored solution . WhatApp: + 86 150 38346929.
Dust Formation and Explosion Conditions in Handling Systems
In grain and coal facilities, dust does not appear as an exception. It is part of the process itself. Once it becomes airborne and concentrated, ignition conditions can form without any unusual event.
An explosive dust atmosphere forms when fine particles are suspended in air at a high enough concentration. This happens more often than many buyers expect. You don't need a visible "dust cloud" for the risk to exist—sometimes it is already there, just not obvious.
In grain and coal facilities, dust is continuously generated during normal handling. Once it becomes airborne and confined, the conditions for ignition are already in place.
Fine particles from grain and coal become suspended during handling
During loading, unloading, or transfer, materials break into smaller particles. These particles are light and remain in the air longer than expected, especially in dry conditions.
Enclosed or semi-enclosed spaces increase concentration levels
Inside silos, bunkers, or covered workshops, dust has limited space to disperse. Over time, it builds up in the air and settles on surfaces, creating both airborne and deposited risks.
Normal operations continuously generate dust clouds
- Conveyor transfer points dropping material from height
- Grab or bucket loading causing agitation
- Crushing or screening breaking material into finer particles
A practical point here: even if a site looks "clean," dust layers on beams, crane rails, or equipment surfaces can be re-suspended by vibration or airflow. This secondary dust is often underestimated but still hazardous.
Not all dust behaves the same. Grain and coal dust are widely recognized for their sensitivity to ignition. The key issue is not just burning, but how easily ignition starts and how fast it spreads.
- Organic grain dust ignites easily with low energy
Grain dust from wheat, corn, or feed materials has low ignition energy. A small spark from electrical equipment or static discharge can be enough to trigger combustion. - Coal dust contains volatile carbon compounds
Coal dust reacts quickly when exposed to heat or sparks. Finer particles increase reactivity, especially in crushing or transfer systems. - Both materials form explosive mixtures when dispersed in air
When dust is suspended, it mixes with oxygen. If concentration reaches a certain range, ignition can lead to rapid flame propagation, known as a dust explosion.
From a practical buyer's perspective, the key point is simple: material that is stable in bulk form becomes much more reactive once it turns into fine airborne dust.
Dust explosion risks are not evenly distributed across a facility. They concentrate in areas where material is moved, dropped, crushed, or stored. These are also the areas where overhead cranes often operate or pass through.
- Silos and storage bins
Dust accumulates during filling and discharge. Concentration can become high, especially when ventilation is limited. Equipment near openings must be carefully selected. - Conveyor transfer points
Every transfer point releases dust when material drops between conveyors. These locations are continuous sources of airborne dust and are often under crane working areas. - Crushing and screening areas
These are high dust-generation zones. Material is actively broken into smaller sizes, producing fine particles that remain suspended and settle on nearby surfaces. - Ship loading and unloading zones
Bulk handling at ports generates large dust clouds, especially during grab unloading or hopper feeding. Wind and enclosure conditions influence how far dust spreads or concentrates.
A practical observation: if a crane operates above or near these zones, it is already part of the hazardous environment, even if it is not directly handling the material.
How Overhead Crane Systems Introduce Ignition Risks
In dust-heavy environments like grain silos or coal handling plants, an overhead crane does more than lift loads. It moves, heats up, switches power on and off, and interacts with the surrounding air. All of that can create ignition sources.
The issue is not one single failure. It's the combination of normal crane behavior and suspended dust. When those two meet, the risk becomes real.
Crane-Related Ignition Sources in Dust Environments
Ignition risks in overhead crane systems mainly come from electrical activity, mechanical movement, and slow-building static effects. Each of them is normal in operation, but the environment changes how they behave.
Electrical parts are active every time the crane runs. Motors start and stop. Panels switch circuits. These actions are routine—but they can generate sparks or arcs.
In a dusty environment, even a small spark can be enough.
Motor operation
Motors can produce internal sparking, especially during startup or when the load changes suddenly. If dust enters the motor housing, the risk shifts from external to internal ignition.
Control panel switching
Contactors and relays create arcs when opening or closing circuits. These arcs are brief, but they carry enough energy to ignite fine dust if it has settled inside the panel.
Dust entering electrical enclosures
This is a slow-developing problem:
- Dust enters through cable entries or weak seals
- It builds up over time inside panels
- Eventually, a normal electrical arc meets accumulated dust
In many cases, the crane works fine for months. Then one day, conditions align.
Not all ignition sources come from electricity. Mechanical movement itself can generate heat and, in some cases, sparks.
This is where things are often underestimated, because everything appears normal during operation.
Braking systems
Every time the crane stops, brakes generate heat. Under frequent operation or heavy loads, this heat builds up. Worn components or poor adjustment make it worse.
Gear and transmission systems
Gears are always under load:
- If lubrication is insufficient, friction increases
- If alignment is off, localized heating occurs
- Over time, temperature rises beyond expected levels
Impact between metal parts
Small impacts happen more often than expected:
- Wheels contacting rail joints
- Hooks settling onto loads
- Trolley reaching travel limits
These are usually minor, but metal-to-metal contact can produce sparks, especially if surfaces are worn or loose.
A practical way to look at it: if a component is moving under load, it is generating heat. The key question is whether that heat is controlled.
Some risks are less visible but develop quietly over time. Static electricity and surface temperature belong to this category.
Static charge from movement
As the crane operates, different parts move against each other and through the air:
- Wire ropes run over pulleys
- Wheels roll along rails
- Dust particles move and collide
All of this can generate static charge.
Insufficient grounding
If grounding is not properly maintained, static charge has nowhere to dissipate. It builds up and can discharge suddenly as a spark.
Surface temperature of components
Motors, brakes, and gearboxes naturally generate heat during operation. In dust environments, surface temperature becomes critical—if it rises too high, ignition can occur without any spark.
Common situations include:
- Motors running continuously under load
- Brakes overheating during frequent stopping
- Enclosures trapping heat due to poor ventilation
A simple but useful observation: if a component feels excessively hot during operation, it should be checked. In dust environments, temperature margins matter.
In grain and coal handling environments, these risks rarely appear alone. They overlap during normal crane operation.
You may have:
- Dust suspended in the air
- Fine layers of dust on crane components
- Electrical arcs during switching
- Heat from braking and gear operation
- Static charge building up over time
None of these conditions are unusual on their own. The issue is that they can occur at the same time.
That is why crane systems in dust environments cannot rely on standard configurations. The system must be designed to control ignition risks at every level—electrical, mechanical, and thermal.
Why Standard Crane Kits Are Not Suitable
At first glance, a standard overhead crane kit may look sufficient. It lifts the load, fits the span, and meets basic duty requirements. But in grain and coal handling environments, that's not the full picture.
The real issue is not lifting capacity—it's whether the crane can operate safely in a dust-laden atmosphere. Standard crane kits are not designed with this condition in mind. Over time, small design gaps turn into real risks.
Limitations of Standard Crane Design in Dust Environments
Standard crane systems are built for general industrial use. When they are placed in grain or coal handling areas, the mismatch between design and environment becomes clear over time.
Most standard crane kits are designed for workshops, warehouses, and general fabrication areas. These environments do not have continuous airborne dust, so sealing is not a major design focus.
In grain and coal handling, this assumption no longer works.
Dust can enter critical components during normal operation
Standard cranes often include:
- Vented motor housings for cooling
- Non-sealed control panels
- Open cable entry points
These features help airflow, but they also allow fine dust to enter internal systems.
Dust accumulates slowly inside equipment
This is not an immediate failure. It develops over time:
- Inside electrical panels and contact points
- Around motor windings and cooling paths
- Within brake and gearbox compartments
Once dust enters, it remains unless proper cleaning and sealing are applied.
Internal dust creates a hidden ignition condition
When dust accumulates inside enclosed spaces:
- It mixes with trapped air inside components
- Normal switching or heat can act as ignition sources
- Internal ignition can damage equipment and spread outward
A practical point: external cleaning does not solve internal dust accumulation. If the design allows entry, dust will find its way inside.
Standard crane kits are designed to perform lifting tasks efficiently, not to manage ignition risks in hazardous environments. That difference is important.
In dust risk areas, additional engineering protections are required—but they are not included in standard designs.
No flameproof or dust-tight enclosure design
Standard electrical and mechanical enclosures are not built to contain explosions or fully block dust ingress:
- Sealing is limited to general protection, not dust-tight performance
- Structures are not designed for internal pressure resistance
No control over ignition sources
In standard configurations:
- Electrical arcs are not specially contained
- Mechanical sparks are not minimized through design optimization
- Surface temperature is not limited according to dust ignition thresholds
No integrated anti-static protection strategy
Grounding may exist for basic electrical safety, but it is not designed for continuous static discharge control in dust environments.
In simple terms, the crane assumes a clean environment. Grain and coal handling does not match that assumption.
Beyond technical performance, there is also the issue of compliance. Many grain and coal facilities are classified as hazardous areas, which require specific equipment standards.
Standard crane kits typically do not meet these requirements.
Not designed for hazardous area operation
Standard cranes generally lack the required certification and design validation for dust explosion zones:
- Insufficient enclosure protection ratings
- No verified temperature classification for dust ignition limits
- Missing formal explosion protection documentation
Higher risk of operational shutdowns
During inspections or safety audits:
- Non-compliant equipment may be flagged
- Operations may be suspended until corrections are made
- Retrofitting after installation is often complex and costly
Exposure to regulatory and safety liabilities
If an incident occurs:
- Equipment selection and design will be reviewed
- Non-compliance can result in penalties
- Insurance claims may be affected
A practical takeaway: using a standard crane in a hazardous environment may look economical at the beginning, but it often leads to higher total cost later through modifications, downtime, or compliance issues.
Standard crane kits are not "slightly less suitable" for dust environments—they are simply not designed for them.
If the application involves grain dust or coal dust, the crane becomes part of the hazardous system. That means design considerations must address dust ingress, ignition control, and compliance from the beginning, not as an upgrade later.
In practical terms, the decision is not about crane capacity alone. It is about whether the equipment matches the environment it will operate in.
What Makes Explosion-Proof Crane Kits Essential
Once you understand how dust forms and where ignition risks come from, the next question is straightforward: how do you control those risks in actual crane operation?
This is where explosion-proof crane kits come in. They are not just modified versions of standard cranes. The design approach is different from the start—focused on preventing ignition, controlling heat, and isolating risk inside the system.
Explosion Control Approach in Crane System Design
Explosion-proof crane kits are built to work in environments where dust is already part of daily operation. The goal is not to avoid dust entirely, but to prevent it from becoming an ignition source inside or around the equipment.
Explosion-proof crane kits are built around a few practical principles. These are not theoretical ideas—they directly affect how the crane behaves in a dust-heavy environment.
Prevent ignition through sealed and protected systems
The first step is simple: stop dust from entering critical components.
- Electrical enclosures are sealed to block fine particles
- Motors and brakes are designed to operate without exposing sparks
- Cable entries are tightly controlled to avoid leakage points
If dust cannot enter, it cannot ignite inside.
Contain any internal event within the component
Even with protection, systems are designed with the assumption that faults can still occur.
- Enclosures are built to withstand internal pressure
- Any ignition inside a component is contained and does not spread outward
This limits damage to a single component instead of the full crane system or surrounding area.
Eliminate external spark or heat risks
The crane must not become an ignition source in the surrounding dust atmosphere.
- Surface temperatures are controlled within safe limits
- Contact materials are selected to reduce spark generation
- Mechanical design reduces friction and impact points
A practical way to understand this: the crane is treated as part of the hazardous zone, not as equipment operating above it.
These design principles are reflected in real crane components. When evaluating a crane kit, these are the areas that determine actual safety performance.
Explosion-proof hoists with protected motors and brakes
The hoist is the main lifting unit and one of the most critical risk points.
- Motors are enclosed to prevent dust ingress and contain internal sparks
- Braking systems are designed to control heat and reduce exposed friction risks
- Gearboxes are sealed for stable temperature and reduced contamination
Fully sealed electrical control systems
Electrical systems require strict protection in dust environments.
- Control panels are dust-tight and properly rated for hazardous zones
- Internal layout minimizes arc exposure between components
- Cable glands and junction boxes are sealed to prevent dust entry
Anti-static design with proper grounding
Static electricity is controlled across the entire system, not just one part.
- Crane structure is continuously grounded
- Moving parts are designed to reduce charge buildup
- Electrical continuity is maintained across all connections
Dust-tight enclosures with high protection ratings
Protection is not only about initial sealing, but long-term integrity.
- High IP-rated enclosures prevent fine dust penetration
- Seals are designed to withstand vibration and long-term operation
- Maintenance access points are designed to preserve sealing after servicing
From a practical standpoint, these features only work together. A sealed motor alone is not enough if the control system or cable entries still allow dust ingress.
Not all grain or coal handling environments have the same level of dust exposure. Protection requirements depend on dust concentration, frequency, and operating conditions.
This is one of the areas where selection mistakes often happen.
Equipment must align with dust hazard severity
Different zones within the same facility may require different protection levels:
- Continuous dust presence requires the highest protection level
- Intermittent exposure still requires controlled explosion-proof design
- Even occasional dust zones cannot rely on standard crane systems
The correct specification depends on the actual operating zone, not just general facility type.
Surface temperature must match material ignition limits
Each dust type has a defined ignition temperature, and equipment must operate below that limit.
- Motors, brakes, and gearboxes are selected based on temperature class
- Heat accumulation during continuous operation must be considered
- Ambient conditions such as high temperature or poor ventilation affect final selection
A practical point: always evaluate worst-case conditions—maximum load, highest duty cycle, and highest ambient temperature. That is where temperature limits are truly tested.
Explosion-proof crane kits are essential because they address the full chain of risk in dust handling environments.
They are designed to:
- Prevent dust from entering critical components
- Control or contain ignition sources inside equipment
- Limit heat and static electricity buildup
- Match the actual hazard level of the working environment
In grain and coal handling applications, this is not an optional upgrade. It is a basic requirement for stable and safe crane operation.
Hazardous Area Classification and Crane Selection
Choosing the right crane for grain or coal handling is not just about capacity or span. The first thing to get right is the hazard level of the environment. That's where hazardous area classification comes in.
In simple terms, classification tells you how often explosive dust is present and how concentrated it can be. Once that is clear, the crane design follows. If the classification is wrong—or ignored—the crane specification will also be wrong.
From Hazard Zones to Crane Design Decisions
Hazardous area classification directly influences how a crane is designed, configured, and approved for use. It is not an administrative step—it is the base reference for all technical decisions.
Dust hazard zones are defined based on how frequently an explosive dust atmosphere is present during normal operation. It is not about rare accidents, but everyday working conditions.
Continuous presence of dust (high-risk zones)
These are areas where dust is always present or present for long periods.
- Inside silos or enclosed storage systems
- Internal handling areas with constant dust suspension
Frequent dust presence during operation (medium-risk zones)
Dust is generated regularly as part of normal production flow.
- Transfer and discharge points
- Loading and unloading stations
- Areas near crushers or screening equipment
Occasional dust presence (lower-risk zones)
Dust may appear under specific conditions but is not continuous.
- Surrounding workshop areas
- Open zones with partial ventilation
A key practical point: the same facility can include all three conditions. Classification is not uniform across an entire plant.
In real projects, zones are not defined by drawings alone—they follow material flow. Once you track how grain or coal moves, the risk map becomes clearer.
Internal storage → highest risk
Dust is confined and reaches high concentration levels.
- Filling and discharge create continuous disturbance
- Ventilation is limited in enclosed spaces
- Dust layers and airborne dust exist at the same time
Handling and transfer → moderate risk
These are active working areas with frequent material movement.
- Conveyor drop points continuously release dust
- Grab or hopper loading creates visible dust clouds
- Vibration can re-suspend settled dust
Surrounding areas → lower but still relevant risk
These areas may look safer, but dust still spreads.
- Airflow carries fine particles outward
- Dust settles on crane structures and rails
- Occasional suspension occurs during cleaning or maintenance
A practical observation: if a crane travels across multiple zones, it is exposed to different risk levels within a single operating cycle. That must be reflected in the design.
Once the hazard zone is defined, it directly determines how the crane system must be configured. Every major component is affected.
Determines component protection requirements
Classification defines minimum protection levels for key parts:
- Motors and hoisting systems
- Electrical cabinets and control systems
- Cable routing and connection interfaces
Higher-risk zones require tighter sealing, better temperature control, and stricter protection standards.
Impacts crane configuration and structural design
Zone classification influences overall crane layout decisions:
- Selection between single girder and double girder systems
- Hoist type and enclosure level selection
- Additional grounding and anti-static design measures
In some cases, crane travel paths and positioning are also adjusted to reduce exposure to high-risk zones.
Affects cost and certification requirements
Higher protection levels naturally involve more requirements:
- More advanced component design and sealing
- Additional testing and certification processes
- Higher initial investment cost
However, under-specifying to reduce cost often leads to higher long-term expenses through downtime, modifications, or compliance corrections.
Hazardous area classification is not a documentation step—it is the foundation of crane selection.
If classification is clearly defined:
- The crane can be designed according to real operating risk
- All components are selected correctly from the beginning
- Safety and compliance are integrated into the system design
If classification is unclear or assumed:
- The crane may be under-protected or unnecessarily over-designed
- Project costs may increase without real benefit
- Safety risks may remain hidden during operation
For grain and coal handling projects, defining hazard zones properly is one of the most practical steps. It reduces redesign later and ensures the crane system actually matches the real working environment.
How to Select the Right Crane Kit for Grain and Coal Handling
Selecting a crane kit for grain or coal handling is not just about choosing a model from a catalog. It's about matching the crane to how your site actually operates—what you lift, how often you lift, and what the environment looks like day to day.
A small gap in input can lead to a crane that works on paper but struggles in operation. So it's worth going step by step.
Start with the basics, but go beyond just tonnage. Capacity alone doesn't describe how the crane will actually behave in daily work.
Lifting capacity (e.g., 5 ton, 10 ton, 15 ton overhead crane)
Confirm the maximum load, but also look at real operating conditions:
- Whether loads are stable or frequently changing
- Possible peak or overload situations during operation
- Dynamic forces from grabs, buckets, or impact loading
A practical point: real lifting conditions often fluctuate more than expected, so a safety margin is not optional.
Frequency of operation and duty classification
How often the crane runs directly affects its design life.
- Occasional lifting vs continuous operation
- Number of working cycles per hour
- Daily operating duration
Higher duty means more heat generation and faster wear on motors, brakes, and gear systems.
Handling method and working load behavior
In grain and coal applications, cranes often work with:
- Grabs or clamshell buckets
- Hoppers and bulk feeders
These create additional impact loads during pickup and discharge, which must be included in the design stage.
The environment in grain and coal handling is not neutral. Dust, airflow, and temperature all influence crane performance and safety.
Dust concentration levels
Understanding how dust behaves on site is critical:
- Whether dust is continuously visible or occasional
- How much dust settles on steel structures and equipment
- Areas with higher dust accumulation near handling points
Even moderate dust levels can become problematic over time if not managed properly.
Ventilation and enclosure conditions
Air movement changes dust behavior significantly:
- Enclosed buildings trap both dust and heat
- Semi-open structures still allow localized dust buildup
- Poor ventilation increases both concentration and temperature rise
Ambient temperature and humidity
These factors affect both equipment and dust behavior:
- High temperatures increase equipment surface heat
- Low humidity increases static electricity risk
- Outdoor conditions create fluctuating operating stress
A practical note: always evaluate worst-case conditions, not average conditions.
Once load and environment are clear, the crane structure and core components can be selected.
Single girder or double girder design
The structure depends on duty level and operating intensity:
- Single girder: suitable for lighter loads and simpler duty conditions
- Double girder: better stability for higher capacity and heavier duty cycles
In dusty environments, operational stability is often more important than initial cost difference.
Hoist type and explosion-proof configuration
The hoist is the most critical lifting component:
- Must be suitable for dust-exposed environments
- Motor, brake, and gearbox protection must be verified
- Explosion-proof level must match site classification
Travel and control system behavior
- Smooth travel reduces dust disturbance and mechanical impact
- Control systems should be sealed and stable under dusty conditions
- Remote or cabin operation depends on site layout and exposure level
Before finalizing the crane kit, technical compatibility and compliance must be checked to avoid delays during installation or inspection.
Certification and inspection standards
Compliance is especially important in hazardous environments:
- Explosion-proof or dust protection certification
- Third-party inspection requirements if specified
- Documentation required for safety audits
Power supply and site compatibility
Electrical and site conditions must match the crane system:
- Voltage and frequency alignment with site supply
- Integration with existing control systems
- Cable routing and installation space limitations
Installation and long-term maintenance access
- Space for safe installation and servicing
- Ability to maintain sealing without damaging protection systems
- Availability of spare parts and technical support
A practical reminder: a well-selected crane is not only easy to install, but also easier to maintain in dusty working conditions over its full service life.
What This Means for Buyers
Selecting the right crane kit is about connecting four things clearly:
- What you lift
- How often you lift
- Where you lift
- How the environment behaves during operation
When these inputs are clearly defined, the crane can be configured to match real working conditions. When they are unclear, the result is often either over-design or unexpected performance issues.
In grain and coal handling, a properly matched crane is not only more stable in operation, but also safer and more predictable over time.
Common Buyer Mistakes in Dust Hazard Applications
Most issues with crane systems in grain and coal handling don't come from complex technical failures. They usually start with simple assumptions made early in the project.
Once the crane is installed, those assumptions are hard—and expensive—to correct.
This usually starts quietly. Dust is present every day, so it feels normal. Over time, "normal" gets mistaken for "safe."
Assuming dust is harmless under normal conditions
In many grain and coal facilities:
- Dust is visible but not treated as a risk
- Small dust layers are accepted as part of operation
- Previous absence of accidents creates a false sense of safety
Dust explosions don't need unusual conditions. Normal operation is often enough when dust, oxygen, and an ignition source come together.
A practical reminder:
If dust is regularly settling on beams, crane structures, or equipment surfaces, the risk is already present—even without incidents in the past.
Cost pressure often leads buyers to compare standard cranes and explosion-proof systems mainly on upfront price. That comparison alone can be misleading.
Choosing standard cranes to reduce initial investment
This can result in:
- Equipment not suitable for dust-heavy environments
- Later modifications to meet safety expectations
- Unexpected downtime or operational restrictions
What looks like savings at the beginning often shifts into higher total cost during operation.
A more practical way to see it:
A crane is not only a lifting device—it is part of the plant's safety system. If it is not designed for the environment, the risk does not disappear, it simply moves into daily operation.
Dust behavior changes over time. It does not stay suspended—it settles, accumulates, and slowly affects mechanical and electrical performance.
Dust accumulation increasing risk over time
Even if the crane is correctly selected at the beginning:
- Dust builds up on motors, brakes, and structural parts
- Internal areas may collect dust if sealing weakens over time
- Heat dissipation becomes less efficient
This can gradually increase operating temperature and wear, even without visible faults.
A practical point:
A crane that is safe at installation can become less reliable if dust-related maintenance is not part of the operating routine.
This issue is less visible at the beginning, but it affects almost every part of crane design. If input data is incomplete, the final configuration is based on assumptions.
Missing critical parameters leads to incorrect crane configuration
Common gaps include:
- Unclear dust hazard classification or zone definition
- Incomplete load information (variation, handling method, peak loads)
- Missing environmental conditions such as temperature and ventilation
When this happens, design decisions are often made with partial understanding of real operating conditions.
As a result:
- Protection levels may not match actual risk
- Some components may be over-specified or under-protected
- Adjustments are required after installation
A practical takeaway:
The accuracy of the crane solution depends directly on the quality of project input. Clear data at the beginning reduces redesign, delays, and mismatch during operation.
Practical Industrial Applications
Dust explosion risk is not theoretical—it shows up in very specific types of facilities. Understanding these applications helps connect crane design to real working conditions.
Grain handling is one of the most common dust-risk environments. Dust is continuously generated as part of normal processing and movement of materials.
Continuous dust generation during handling
Typical situations include:
- Grain transfer between conveyor systems
- Loading into silos or storage bins
- Milling, grinding, and feed processing operations
Confined and semi-confined spaces
These conditions increase dust concentration over time:
- Silos and storage structures trap airborne dust
- Ventilation may be limited or uneven
- Dust layers form on beams, floors, and equipment surfaces
In practice, cranes operating in these facilities are often positioned above storage or transfer points. This means they are exposed not only to airborne dust but also to settled dust that can be re-suspended during operation.
Coal handling systems involve continuous bulk movement, which naturally generates fine dust throughout the process.
High-volume bulk material movement
Common operations include:
- Continuous conveyor transport systems
- Crushing and screening operations
- Ship loading and unloading processes
Dynamic and variable environmental conditions
Coal handling areas are often exposed to changing conditions:
- Wind can spread dust across large outdoor areas
- Enclosed transfer points trap dust locally
- Equipment operates under fluctuating load cycles
In these environments, cranes are typically used for maintenance, auxiliary lifting, or supporting bulk handling systems. Even when not directly handling coal, they remain within dust-affected zones and must be designed accordingly.
In many modern facilities, cranes are not isolated machines. They operate as part of a larger, interconnected material handling system.
Crane systems working alongside conveyors and storage equipment
Typical integration scenarios include:
- Coordinated operation with automated conveyor lines
- Movement above continuous dust generation points
- Interaction with vibrating or high-flow material systems
System-level dust behavior considerations
Dust risk is influenced by overall plant layout and operation:
- Crane movement can disturb settled dust layers
- Equipment arrangement affects airflow and dust distribution
- Maintenance activities can temporarily increase airborne dust levels
A practical observation:
Even if a crane is not directly lifting grain or coal, its position and movement within the system determine how much dust exposure it will experience during operation.
Inspection, Maintenance, and Operational Safety
Even the right crane design needs proper inspection and maintenance. In dust environments, conditions change over time, and regular checks are part of keeping the system safe.
Routine inspection is not only about finding faults. It is about catching early signs of dust-related risk before they develop into failures.
Electrical sealing and enclosure integrity
- Check seals for aging, cracking, or loosening
- Inspect cable entries for signs of dust ingress
- Ensure panels are properly closed after any maintenance work
Grounding systems
- Verify electrical continuity of grounding lines
- Check for corrosion at grounding points
- Ensure moving parts remain properly bonded
Temperature monitoring
- Observe motor and brake temperatures during real operation
- Identify abnormal heat buildup under load conditions
- Compare temperature behavior across different working cycles
A practical point:
Inspections should reflect real operating conditions. Checking a stationary crane does not fully represent dust, heat, and load behavior during production.
Maintenance in dusty environments is not only about repairing wear. It is also about controlling accumulation, heat, and long-term degradation.
Regular cleaning to prevent dust buildup
- Remove dust from motors, brakes, and structural surfaces
- Pay attention to hidden or less visible accumulation points
- Avoid cleaning methods that reintroduce dust into the air
Monitoring wear and friction components
- Inspect brake linings and wheel contact surfaces
- Maintain proper lubrication of gears and moving assemblies
- Replace worn parts before they generate abnormal heat or friction
In practice, small dust accumulation repeated over time can become a major operational issue if not controlled through consistent maintenance routines.
Long-term safety is not only about initial compliance. It depends on how the crane performs and is maintained over years of operation in a dusty environment.
Periodic testing of safety systems
- Test emergency stop functions under working conditions
- Verify overload protection systems regularly
- Confirm stable response of control systems over time
Maintaining compliance with operational standards
- Keep inspection and maintenance records updated
- Follow scheduled inspection intervals without delay
- Ensure any repairs or modifications maintain hazardous-area compliance
A final practical point:
In grain and coal handling environments, safety is not a fixed feature built once. It is something that must be maintained through consistent operation, inspection, and maintenance across the crane's entire service life.
Conclusion
Dust explosion risk in grain and coal handling is an inherent part of the process, not a rare event. Any overhead crane operating in these environments must be designed with this reality in mind.
Explosion-proof crane kits are not just about compliance—they are about ensuring safe, stable, and uninterrupted operations. By aligning crane design with dust conditions, operational requirements, and hazardous area classifications, buyers can significantly reduce risk while improving long-term efficiency and reliability.
For crane buyers, the key is simple: the more accurately you define your environment and lifting requirements, the more precisely your crane solution can be engineered to perform safely and effectively.



