
Typical Billet Sizes & Weights for Clamp Crane Design Guide
Key Takeaway First (Read This Before the Details)
Before talking about crane tonnage, clamp type, or pricing, one fact must be clear.
Clamp crane design rises or falls on the largest and heaviest billet you will lift in real operation, not on averages, not on past data, and not on nominal production plans.
A clamp crane grips steel, it does not simply hang it. That difference means billet size and billet weight affect the clamp body, jaw opening, clamping force, crane capacity, and even the runway beam load. If the billet data is underestimated, every downstream decision becomes risky.
What This Section Helps You Answer (Solved Questions)
Buyers and engineers often know they need a billet handling crane but are unsure which technical details truly matter. This section is structured to remove that uncertainty by answering the most common and costly questions raised during crane selection and design.
- What are the typical billet sizes and weights used in steel mills and forging shops?
- How billet dimensions directly affect clamp structure and jaw range.
- Why clamp cranes usually require higher crane capacity than hook lifting.
- How hot billet handling changes clamp and crane design compared with cold billets.
- Which billet details must be confirmed before final drawings, quotations, and approvals.
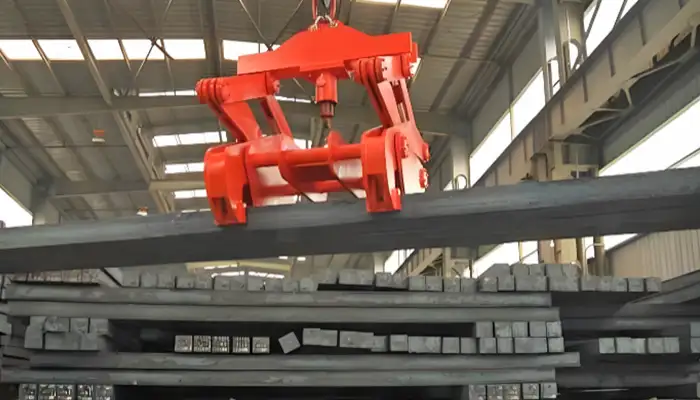
Double girder overhead crane with clamps for steel billets handling
Key Takeaways You Should Keep in Mind
Clamp cranes fail on paper long before they fail in service. Most problems start with incomplete billet information supplied during early project discussions. The following points summarize what experienced crane manufacturers look for first.
- Billet cross-section and length determine actual billet weight, not assumptions.
- Clamp self-weight is part of the lifted load and grows as billet size increases.
- Designing around average billet weight reduces real safety margins.
- Hot billets require different materials and clearances than cold billets.
- Accurate billet data early prevents redesign, delays, and unexpected costs.
Billet Size and Weight Considerations in Clamp Crane Design
Billet dimensions and weight are fundamental parameters in clamp crane design. They directly influence clamp structure, crane configuration, and long-term operational safety.
At first glance, billet handling seems straightforward. Steel is solid, uniform, and predictable.
In real crane operation, that assumption quickly falls apart.
Clamp cranes work by gripping billets on the sides. This means the billet's physical dimensions directly define clamp jaw size, structural thickness, and clamping force. A change of only 20–30 mm in billet cross-section can result in a heavier clamp and a higher required crane capacity.
When billet weight is underestimated, the consequences are practical and measurable.
- Higher wear on the hoist and trolley
- Increased wheel pressure on crane rails
- Reduced safety margin during lifting and travel
- Compliance issues during inspection or certification
In steel mills and rolling lines, clamp cranes are chosen for stability and control. That advantage only exists when billet dimensions are accurately specified from the start.
A steel billet is a semi-finished steel product, typically square or rectangular, produced by continuous casting or rolling.
Billets are used as feedstock for rolling mills, forging presses, and machining operations.
Clamp cranes are designed around physical handling requirements rather than steel chemistry. In practice, they are commonly used for billets made from:
- Carbon steel
- Low-alloy steel
- Structural steel
- Selected special alloys
While steel grade affects hardness and surface condition, the crane and clamp are mainly influenced by billet size, weight, and temperature.
Billets are handled under two very different operating conditions. Each condition changes how clamps and cranes must be designed and protected.
For hot billet handling, temperatures are high and surface scale is common.
- Operating temperatures often range from 800°C to 1,100°C
- Clamp materials must resist heat and deformation
- Additional clearance is required to protect hoist components
For cold billet handling, conditions are more stable and precise.
- Ambient temperature handling
- Tighter jaw tolerances are possible
- Clamp structures can be lighter and more compact
Using a cold-billet clamp design for hot billets is a common mistake and leads to rapid wear or unsafe operation.
Typical Steel Billet Sizes in Industrial Practice
Steel billet sizes used in daily production are far less standardized than many buyers expect. Mills often work within a few common size ranges, but variations in rolling schedules, downstream equipment, and production upgrades are normal. For clamp crane design, the goal is not to capture every billet ever produced, but to clearly define the minimum and maximum sizes the clamp must safely handle.
Billet cross-section is the first and most critical dimension for clamp design. It directly determines jaw opening range, contact area, clamping force, and clamp self-weight. Even small increases in cross-section can result in a noticeably heavier clamp and higher crane capacity demand.
In industrial steel mills, square billets remain the most common form handled by clamp cranes.
Typical square billet sizes include:
- 100 × 100 mm
Often used in smaller rolling lines and light production. These billets allow compact clamp designs and lower clamp self-weight. - 120 × 120 mm
A common size in medium rolling operations. Clamp jaws must accommodate slightly higher contact force due to increased weight. - 150 × 150 mm
Widely used in steel mills. This size often marks the point where clamp structure and crane capacity increase significantly. - 160 × 160 mm
Used for heavier sections and higher output lines. Clamp rigidity and wear resistance become critical at this size.
While square billets dominate most applications, some plants handle non-standard shapes due to process or equipment constraints.
Rectangular billets may be used where applicable:
- When rolling schedules require width variations
- In older mills with legacy section formats
- For specific downstream forging or machining requirements
Rectangular billets require careful clamp jaw design to avoid uneven pressure and slipping.
Billet length directly affects total billet weight and lifting behavior but is often overlooked during early crane discussions. For clamp cranes, longer billets increase bending sensitivity and magnify any lifting imbalance.
Most steel mills follow a set of standard billet lengths for efficiency and logistics.
Common standard billet lengths include:
- 3 meters
Often used for flexible production or limited handling space. - 4 meters
A frequent choice for mid-size rolling mills. - 6 meters
One of the most common industrial standards. Many clamp cranes are designed around this length. - 8 meters
Used in higher-capacity rolling operations. Requires greater attention to clamp positioning and stability.
Some plants also handle longer billets intended for continuous or semi-continuous rolling processes.
- Increase total lifted weight even with unchanged cross-section
- Require stable gripping to avoid rotation during travel
- May influence the decision to use single or multiple clamps
In real production, billets are not always cut to exact lengths. This introduces additional handling considerations.
- Mixed billet lengths may be present in the same storage area
- Bundled billets can multiply total lifted weight quickly
- Uneven stacking affects clamp engagement and load balance
For clamp crane design, confirming the maximum billet length and worst-case stacking scenario is essential to avoid underestimating real operating loads.
Typical Billet Weights (Reference Guide for Clamp Crane Design)
Billet weight defines the real working load of a clamp crane. More than capacity labels or past purchase experience, actual billet weight determines clamp size, clamping force, crane rating, and long-term reliability. This section provides a practical reference for understanding how billet weight is calculated and how it behaves in real steel mill operations.
Every billet weight calculation starts with material density, but ends with real production conditions. On paper the math is simple. In practice, length variation and lifting method change everything.
Key principles used in crane and clamp design include:
- Steel density reference
Carbon steel is typically calculated at approximately 7.85 tonnes per cubic meter, which is the accepted standard for crane engineering. - Geometry drives weight
Billet weight increases directly with both cross-section and length. A small increase in cross-section usually has a greater impact on total weight than an equivalent increase in length. - Maximum weight matters most
Clamp cranes must be designed for the heaviest billet that could be lifted during normal or abnormal production, not the average billet handled on most days.
Steel mills around the world tend to operate within recognizable billet size ranges. While exact values vary by plant, these ranges provide a realistic starting point when discussing clamp crane capacity.
Common single-billet weight ranges seen in industrial practice:
- Small billets (100–120 mm square)
Usually fall between 0.25 and 0.9 tonnes, depending on length. These billets allow lighter clamps and simpler crane configurations. - Medium billets (130–150 mm square)
Typically weigh 1.0 to 2.2 tonnes. This range often represents the transition point where clamp weight and crane capacity begin to rise noticeably. - Large billets (160 mm square and above)
Commonly exceed 2.5 tonnes, especially at longer lengths. Clamp rigidity, jaw strength, and balance control become critical at this size.
These figures should always be validated against actual billet length and cutting tolerance used at the plant.
Billet handling does not always mean lifting a single piece. To save time, steel mills often clamp multiple billets at once, especially in storage or intermediate transfer areas.
Typical bundled lifting situations include:
- Moving stacked billets from yards or cooling beds
- Transferring multiple billets between process stages
- Feeding rolling or forging lines in batches
Bundled lifting introduces a different level of risk that must be addressed during clamp crane design.
- Weight increases quickly as billet count rises
- Clamp jaw loading becomes uneven, especially with mixed lengths
- Crane capacity can be exceeded without obvious warning signs
For clamp crane design, buyers must clearly state whether lifting will be single billet only, fixed bundles, or variable bundle sizes. The crane must be rated for the heaviest combined load, even if it occurs only occasionally.
How Billet Size and Weight Directly Influence Clamp Design
Billet size and billet weight define the clamp before the crane is even selected.
A clamp that does not match real billet conditions will either fail to grip properly or force the entire crane system to operate under unnecessary stress. This section explains how billet dimensions directly shape clamp jaws, structure, and gripping performance.
The clamp jaw opening range must cover the full spectrum of billet sizes present in daily production. Designing for a narrow range can reduce clamp size and weight, but it leaves no margin for size variation or future changes.
Key considerations in jaw opening design include:
- Minimum and maximum billet size coverage
The clamp must securely grip the smallest billet without slipping, while still opening wide enough to accept the largest billet without forcing or misalignment. - Fixed-size versus adjustable clamp jaws
Fixed-size jaws are lighter and more stable when billet size is consistent. Adjustable jaws provide flexibility for mixed billet sizes but add mechanical complexity and weight.
As billet size increases, the clamp must become stronger. That strength is achieved with thicker plates, reinforced pins, and heavier jaw arms. The result is higher clamp self-weight, which directly affects crane capacity selection.
Important structural impacts include:
- Larger billets mean heavier clamp dead weight
A clamp designed for 160 mm billets can weigh significantly more than one designed for 120 mm billets, even when lifting a single billet. - Clamp strength increases crane demand
Crane rated capacity must cover both billet weight and clamp self-weight. In many billet handling applications, clamp weight accounts for a meaningful share of the total lifted load.
Ignoring clamp dead weight at the design stage is one of the most common causes of underestimated crane capacity.
A clamp does not simply hold steel; it relies on friction and surface contact. Billet size, shape, and surface condition directly affect how much force is required to maintain a secure grip.
Practical factors influencing clamping force include:
- Billet cross-section and contact area
Larger cross-sections offer more contact surface, but also carry higher weight. Smaller billets require more precise jaw geometry to avoid slipping. - Surface condition and temperature effects
Hot billets with surface scale reduce friction and require higher clamping force. Cold, clean billets allow more stable contact with less force.
For clamp crane design, clamping force must be sufficient under worst-case surface conditions, not ideal ones. This ensures stable handling regardless of temperature changes or surface oxidation.
Impact on Overhead Crane Configuration
Once billet size and clamp design are confirmed, the overhead crane configuration must be adjusted to match the real lifting conditions. This is where many projects exceed budget or face redesign, not because the crane is poorly built, but because the load definition was incomplete. Clamp cranes place different demands on the crane compared with hook-based lifting.
Rated capacity for a billet handling crane is never based on billet weight alone. The crane must safely handle the full lifting system under dynamic conditions, not just the product being moved.
A correct capacity calculation includes the following components:
- Billet weight
The maximum single billet or bundled billet weight that can be lifted in real operation. - Clamp self-weight
Often underestimated or forgotten. As billet size increases, clamp weight rises and consumes part of the crane's rated capacity. - Dynamic factor
Covers acceleration, braking, trolley travel, and load sway. This factor ensures safety during real motion, not static lifting.
Why "net lifting capacity" causes confusion
The crane rating refers to total lifted load, not usable billet weight. If a crane is rated for 15 tons, that rating must include the clamp. The billet itself may only account for 12–13 tons once clamp weight is included.
Clamp cranes require careful matching of the hoist, trolley, and drive motors. The load is heavier, less flexible, and more sensitive to imbalance than hook lifting.
Design decisions typically center around crane structure type and target capacity.
- Single girder vs. double girder clamp cranes
Single girder cranes are suitable for lighter billets and smaller clamps. Double girder cranes are preferred for heavier billets, longer spans, and higher-duty handling where stability and reduced deflection matter. - Typical crane capacities used for billet handling
Common ratings include 10 ton, 15 ton, and 20 ton overhead cranes, depending on billet weight, clamp mass, and lifting frequency. Larger billets often push projects toward higher capacity classes than initially expected.
Undersized hoists or motors may still lift the load but will operate under higher stress, reducing service life and reliability.
Clamp cranes introduce higher static and dynamic loads to the crane runway system. These loads are transmitted through the wheels to the rails, beams, and building structure.
Key impacts that must be checked include:
- Increased wheel pressure due to higher total lifted load
- Concentrated loads from trolley positioning during lifting and travel
- Runway beam and column stress, especially in existing buildings
Ignoring rail and wheel load calculations can result in rail wear, alignment issues, or structural reinforcement requirements discovered too late.
For billet handling cranes, crane configuration must be evaluated as part of a complete system, including clamp, trolley, rails, and building structure—not as isolated components.
Temperature Considerations: Hot vs. Cold Billets
Handling billets at different temperatures dramatically changes clamp crane design. What works for cold steel may fail completely with hot billets, and ignoring this can lead to rapid wear, unsafe operation, or costly downtime. This section explains the key temperature-related factors for clamp and crane design.
Hot billets from rolling or casting lines are not just warm—they are extremely hot, and the heat affects both the clamp and the crane system. Understanding real temperature ranges is essential for safe and reliable handling.
- Operating temperature range: approximately 800°C to 1,100°C
- Billets may retain heat even after temporary storage or cooling beds
- Surface scale or oxidation is common, which can affect gripping and clamp performance
These temperatures are far beyond what standard clamps and motors are rated for, requiring special materials and design considerations.
Hot billet clamps must resist high temperature, thermal expansion, and deformation. The choice of materials impacts both clamp life and safety.
- High-temperature resistant steels or alloys for the clamp body and jaws
- Heat-treated pins and bearings to prevent premature wear
- Coatings or surface treatments to reduce adhesion of scale and maintain grip reliability
Choosing the right materials early avoids unexpected failures and reduces maintenance costs over the crane's lifespan.
Hot billets not only affect the clamp—they transfer heat to the crane structure, hoist, and motors. Without protection, this heat can damage insulation, electrical systems, and even structural elements.
- Insulated hoist covers to prevent overheating of motors and control panels
- Heat shields or deflectors to protect crane girders and trolley components
- Adequate clearance and airflow to reduce heat buildup around sensitive parts
By planning for temperature effects at the design stage, crane reliability improves and operator safety is maintained, even in the harshest hot billet handling environments.
Buyer Checklist: Billet Data Required Before Clamp Crane Design
Before starting any clamp crane design, providing accurate billet information is critical. Missing or incomplete data is one of the most common reasons for crane redesign, unexpected costs, or safety issues. This checklist helps buyers communicate exactly what the crane manufacturer needs to know.
The clamp jaw must accommodate the full range of billet widths and heights. If the range is underestimated, clamps may fail to grip smaller billets or not open wide enough for larger ones.
- Minimum to maximum cross-section: define both extremes to ensure clamp jaw design covers all operational billets.
Clamp cranes must lift the heaviest and longest billet safely. Both length and weight affect clamp design, hoist capacity, and crane rail loads.
- Maximum billet length: used to check bending stress and gripping stability.
- Maximum billet weight: ensures crane rated capacity includes clamp self-weight and any dynamic factors.
Some plants lift only one billet at a time, while others bundle billets to improve efficiency. The lifting method changes load distribution and total crane demand.
- Specify lifting method: single-piece handling, fixed bundles, or variable bundle sizes.
Hot and cold billets require different clamp materials and design considerations. High temperatures can affect clamp durability, hoist motors, and crane components.
- Temperature range: confirm the minimum and maximum operating temperatures.
Billet surface condition impacts grip reliability. Scale, rust, or irregular surfaces can reduce friction and require higher clamping force. Storage practices can also influence billet alignment and stability during lifting.
- Surface condition: hot scale, cold clean, oxidized, or rough surfaces.
- Storage method: stacked, single-layer, or in bundles.
Production plans may change over time. A clamp crane designed only for today's billet sizes may be insufficient in a few years.
- Future size plans: communicate potential increases in billet cross-section, length, or batch weight.
- Allowance for growth: helps manufacturers recommend adjustable clamp designs or higher-rated cranes.
Common Mistakes Buyers Make
Even experienced buyers can make costly mistakes when specifying clamp cranes. Many of these issues are not discovered until the crane is installed and operating under real production conditions. Identifying these common pitfalls early helps avoid redesigns, delays, and long-term safety and reliability problems.
Key impacts:
– Heavier-than-average billets can exceed clamp and crane limits.
– Safety margins are reduced, increasing overload risk.
– Long-term operation near true maximum loads accelerates wear on clamps, hoists, and crane structures.
Key impacts:
– Crane rated capacity may be insufficient once clamp weight is added.
– Increased trolley wheel loads and rail stresses may be overlooked.
– Dynamic effects during lifting and braking magnify the impact of clamp weight.
Key impacts:
– Total lifted load increases rapidly with bundled billets.
– Uneven billet sizes or misalignment can reduce gripping stability.
– Higher dynamic loads increase stress on motors, brakes, rails, and structures.
Key impacts:
– Fixed clamp designs may not adapt to larger billets.
– Crane capacity can become a bottleneck earlier than expected.
– Retrofitting or replacement leads to unplanned costs and production interruptions.
Practical Recommendations from Clamp Crane Manufacturers
Working closely with the manufacturer and providing accurate information upfront is the key to a reliable, efficient, and safe clamp crane system. Manufacturers repeatedly see common mistakes, so applying their practical recommendations can save money, prevent downtime, and improve safety.
Benefits:
– Clamp jaws fit the billet accurately, reducing slipping and uneven wear.
– Reduces costly redesign cycles after fabrication.
– Supports accurate crane capacity calculations and safe operation.
Benefits:
– Tailored clamps fit exact billet range, weight, and surface conditions.
– Reduces maintenance, downtime, and replacement frequency.
– Allows flexibility for future growth without major redesigns.
Benefits:
– Validates rated capacity for maximum billet plus clamp weight under dynamic conditions.
– Supports local and international inspection and safety compliance.
– Reduces risk of unexpected failures and regulatory issues.
Conclusion: Designing Clamp Cranes Around Real Billet Conditions
Designing a clamp crane is not just about crane tonnage or picking a standard clamp. The real foundation of a safe, efficient, and long-lasting system is accurate billet data. Billet size, weight, temperature, and handling practices define every aspect of clamp and crane design.
Billet Size and Weight Are the Foundation
Understanding and specifying the full range of billet cross-sections, lengths, and maximum weights ensures that both the clamp and crane are designed for actual operational demands.
- Safe gripping and transport without slippage
- Correct crane capacity that includes clamp weight and dynamic factors
- Reliable long-term operation with minimal wear
Early Technical Communication Matters
Providing manufacturers with accurate drawings, production data, and handling details early in the process prevents redesign, delays, and unexpected costs.
- Confirms clamp jaw range, structure, and material selection
- Helps determine whether single or adjustable clamps are needed
- Supports informed decisions on crane type, hoist size, and runway load
Final Guidance for Selecting Clamp Overhead Cranes
For steel mill buyers, a practical, reliable clamp crane depends on combining accurate billet data with proven manufacturer expertise.
- Choose clamps that fit real billet sizes, not averages
- Include hot or cold billet temperature conditions in the design
- Verify total load, including clamp weight, with third-party inspection when possible
- Plan for future billet size or weight increases to avoid early system obsolescence



